エンドミルでは大きな面を一気に削ることが出来ない為、フライカッタを造りました。

シャフト部の削り出しです。

バーを組み付けるネジ部はシャフトと同心円にする為、チャックの咥え直しはせずに、一気に削り出します。
削り出した、バーとシャフト部

バーは22mmしかありませんが、エンドミル(14Φ)で削り出しているため切削痕が2列あります。
シャフトとバーの鉛直度を確保する為、シャフトには大きめなフランジを付けました。
バーにタップ立てをします。

旋盤の面板にバーを固定し、タップを押し付けながら面板を手回しします。
バーにチップ収納・固定の溝彫りをします。
すくい角0°と7°のものを造ってみました。
仮組みのフライカッタ

チップの1辺が12.5mmしかないので、固定用ビスは1本としました。
シャフトをチャックで咥え、端面と底面を削ります。

完成姿です。

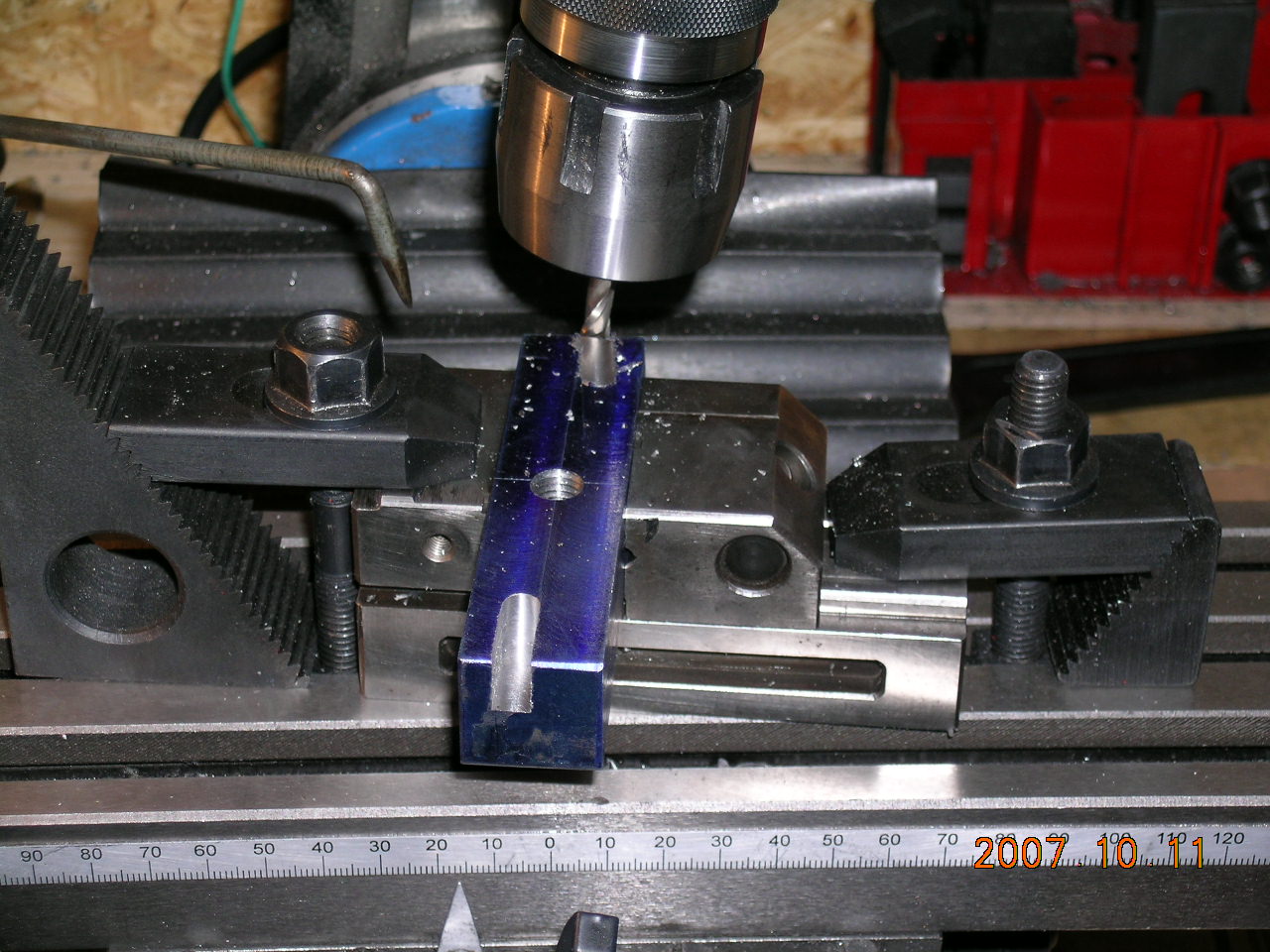
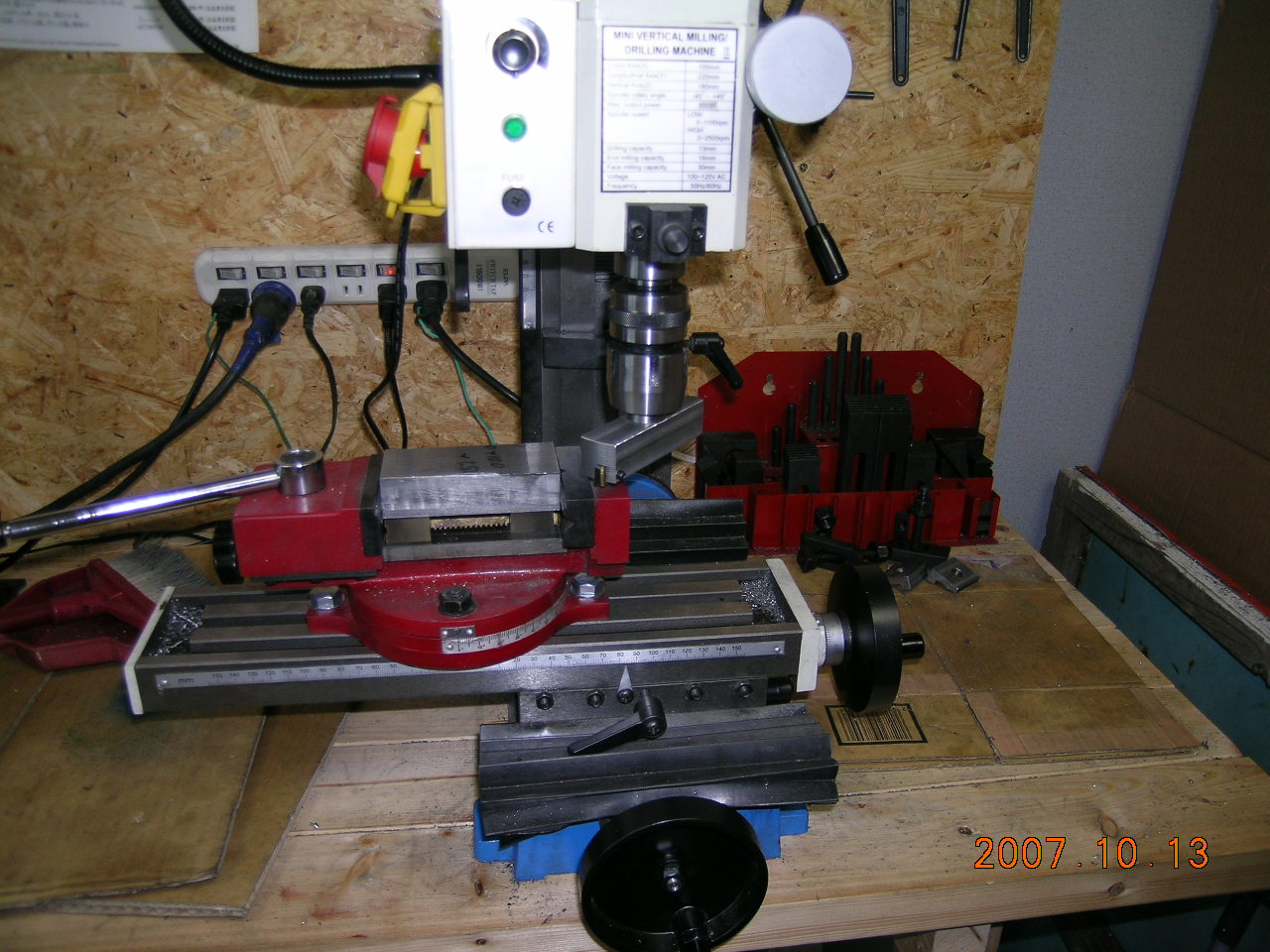
試し削り
早速、フライス盤にセットして試し削りです。
こんな感じの切削ができました。

はじめはビビリも発生しましたが、チップの取り付け角度を変えると問題は直ぐ解決。
1mm程度の削りを掛けてみましたが、ガンガン削れます。
仕上り面を確認しても大変満足出来るものです。
プロとの比較
別の用途でプロに依頼した加工板が届いたので比較してみました。
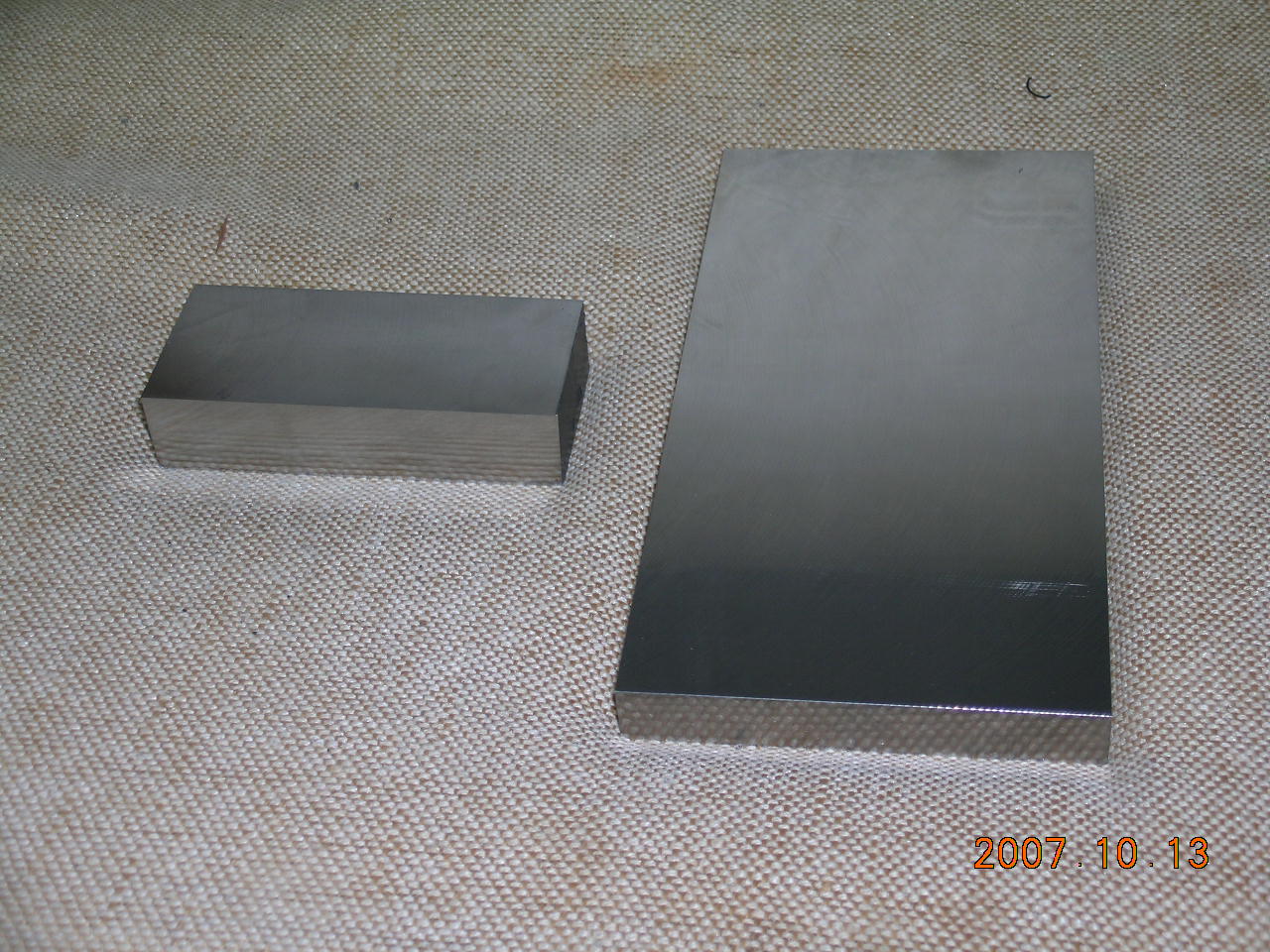
右側は100×200×15tのもので、左側が今回自分が削ったもの。
角度と光の当たり具合を変えてもう一枚

よく観察しますと小さなウネリが解ります。
卓上フライスの剛性不足が要因と思われます。