暖めていた趣味
いつかやろう!と思いながら、中々取り掛かれていなかった趣味を、すこしづつ準備しようと一歩踏み出しました。
そして、こんなものが届きました。

いつかやろう!と思いながら、中々取り掛かれていなかった趣味を、すこしづつ準備しようと一歩踏み出しました。
そして、こんなものが届きました。
いつかやろう!と思いながら、中々取り掛かれていなかった趣味を、すこしづつ準備しようと一歩踏み出しました。
そして、こんなものが届きました。
マシンを設置するための作業台を作りました。
2×4のランバーを使い、タッピングビス止めだけで出来ています。

マシンを設置するための作業台を作りました。
2×4のランバーを使い、タッピングビス止めだけで出来ています。
マシンのセッティングを終え、はやる気持ちを抑えつつも材料が届いたので、試し削りをやってみました。

硬いものが、いとも簡単に削れていく光景は感動ものです。
マシンのセッティングを終え、はやる気持ちを抑えつつも材料が届いたので、試し削りをやってみました。
硬いものが、いとも簡単に削れていく光景は感動ものです。
バイト刃先の高さ位置はとても重要です。
そこで、お定まりの「刃高ゲージ」を造ってみました。

バイト刃先の高さ位置はとても重要です。
そこで、お定まりの「刃高ゲージ」を造ってみました。
オークションでGetしたドリルです。

1mm~10mmまで0.5mm毎19種、53本セット。
2,000円でした。
そんな訳で急遽・・
オークションでGetしたドリルです。
1mm~10mmまで0.5mm毎19種、53本セット。
2,000円でした。
そんな訳で急遽・・
旋盤加工の練習としてフライス盤で使用するスチール製ホルダー を造ってみました。
オークションでは4,000~5,000円位するものですが、部材を入手し旋盤で加工してみました。

旋盤加工の練習としてフライス盤で使用するスチール製ホルダー を造ってみました。
オークションでは4,000~5,000円位するものですが、部材を入手し旋盤で加工してみました。
フライス作業に於いて、同心円に加工する時必要なターンテーブルです。
フライス作業に於いて、同心円に加工する時必要なターンテーブルです。
径が大きく、また部材が薄い場合にはチャックではなく、面板を使用しますが、その面板に部材を押さえる冶具が必要となります。
そんな訳で、芯押さえ金具を造ってみました。

旋盤の主軸の中をボルトを通して締めるだけのものですが、面板側は部材を浮かすスペーサーも兼ねています。
簡単な冶具ですが、とても重宝な冶具でもあります。
径が大きく、また部材が薄い場合にはチャックではなく、面板を使用しますが、その面板に部材を押さえる冶具が必要となります。
そんな訳で、芯押さえ金具を造ってみました。
旋盤の主軸の中をボルトを通して締めるだけのものですが、面板側は部材を浮かすスペーサーも兼ねています。
簡単な冶具ですが、とても重宝な冶具でもあります。
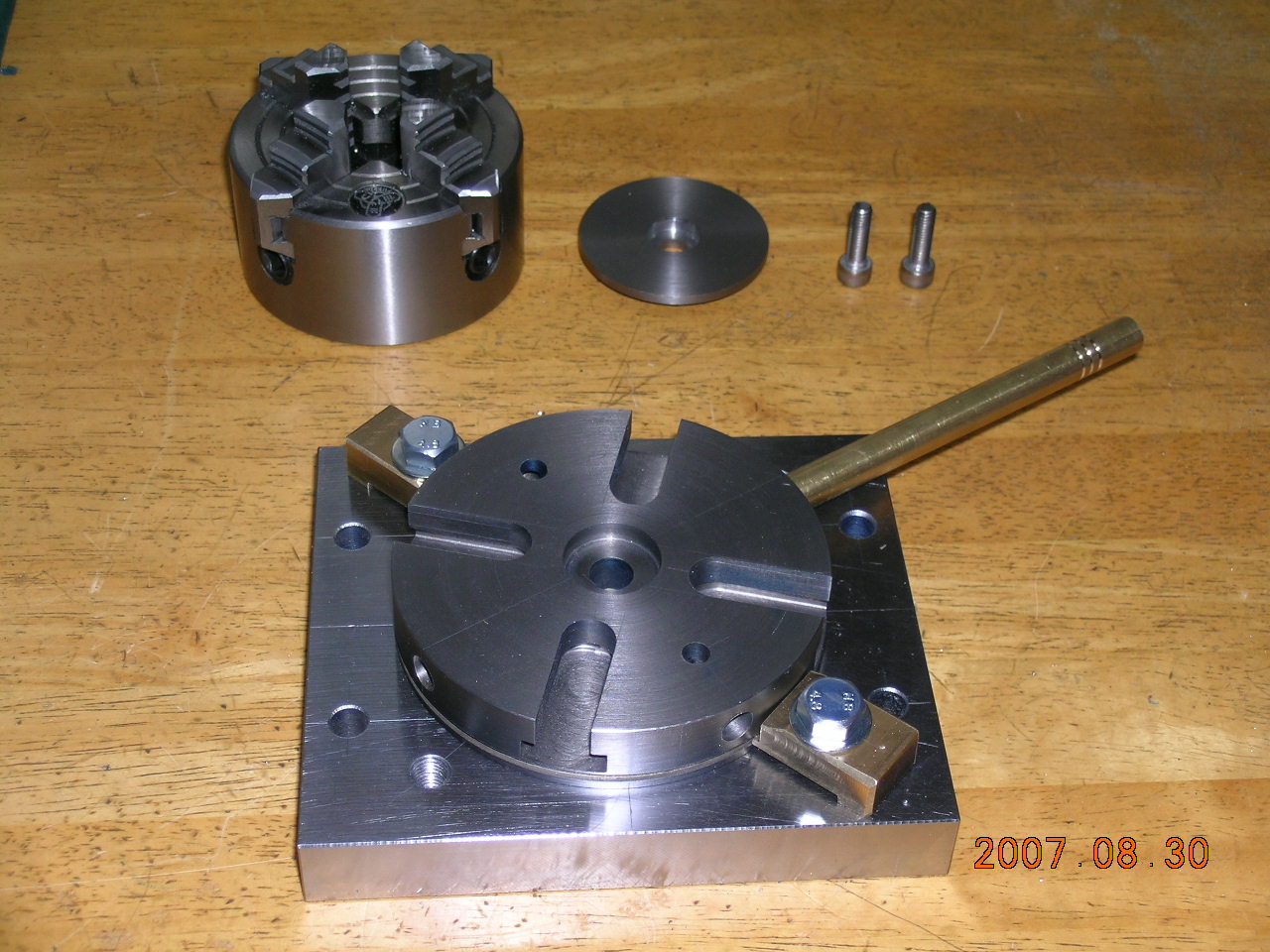
フライス作業に於いて、同心円にケガキを入れたり、加工する時にターンテーブルが必要となります。
ロータリーテーブルとして、角度割り出し機能付きのものは市販されているのですが、2万円以上もし、ちょっと手が出せません。
そんな訳で機能を限定した、簡易型・ターンテーブルを自作しました。
手前側はテーブルを組み付けた状態のものですが、4爪チャックを取り付けることも出来ます。
4爪チャックの右にあるのが、その時に使用する芯出しスペーサーとチャックをテーブルの裏側から固定する為のボルトです。
フライス作業に於いて、同心円にケガキを入れたり、加工する時にターンテーブルが必要となります。
ロータリーテーブルとして、角度割り出し機能付きのものは市販されているのですが、2万円以上もし、ちょっと手が出せません。
そんな訳で機能を限定した、簡易型・ターンテーブルを自作しました。
手前側はテーブルを組み付けた状態のものですが、4爪チャックを取り付けることも出来ます。
4爪チャックの右にあるのが、その時に使用する芯出しスペーサーとチャックをテーブルの裏側から固定する為のボルトです。

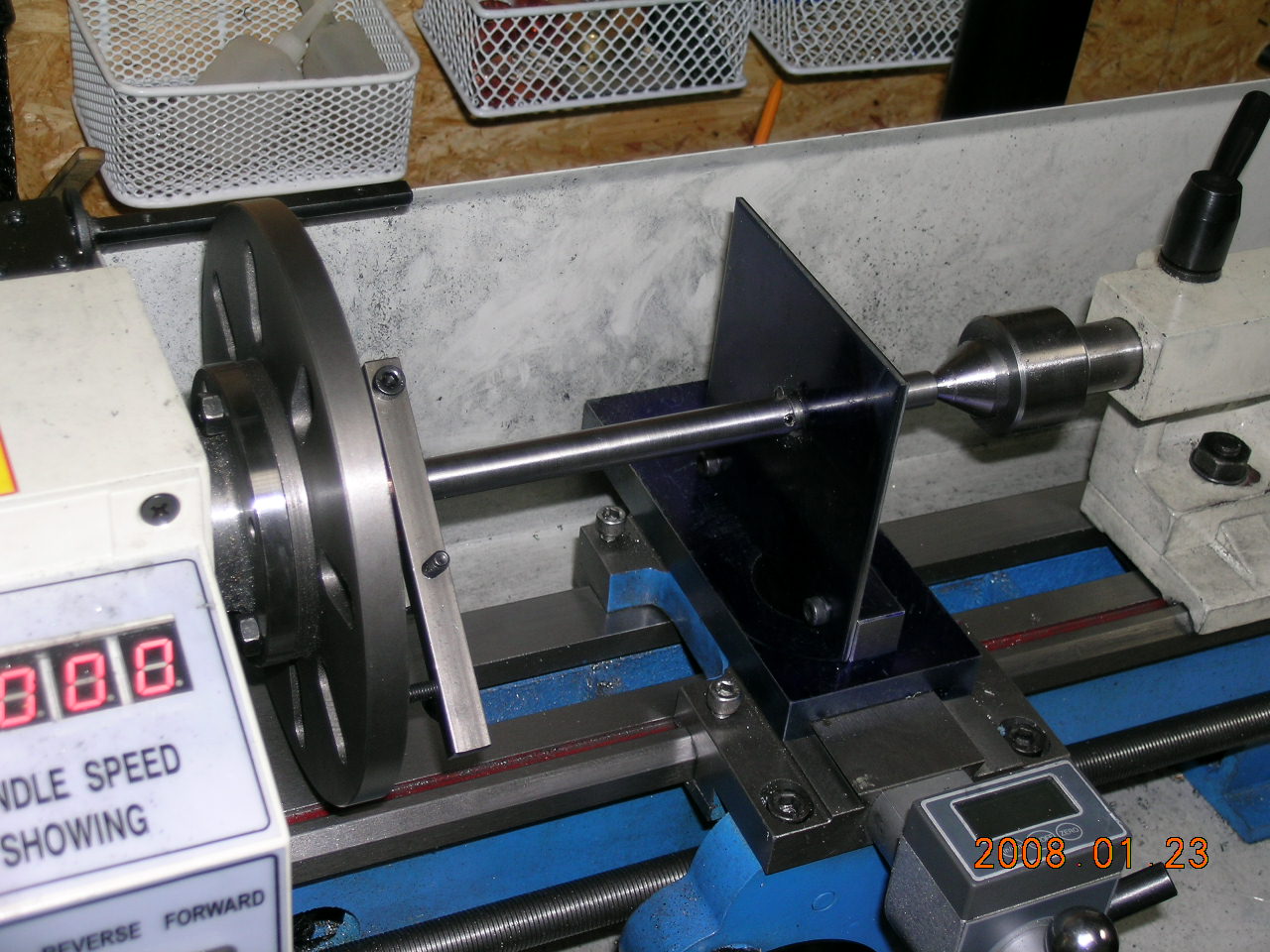
丸棒の端部にいろいろ加工しようとするとき、どうしても先端が振れてしまいます。
そんな時に必要なのが振れ止めです。
移動振れ止めはオークションにて取得したのですが、固定振れ止めは自作しました。
丸棒の端部にいろいろ加工しようとするとき、どうしても先端が振れてしまいます。
そんな時に必要なのが振れ止めです。
移動振れ止めはオークションにて取得したのですが、固定振れ止めは自作しました。
ダイスで雄ネジを立てる時、軸とダイスの面を鉛直にするのに苦労します。
また、ブレ無くダイスを廻すのにまた苦労します。
チャックで工作物を銜えて、ダイスホルダーを芯押し台にセットすれば、上記の作業が簡単になります。
そこで、スピンドル手回しハンドルを自作しようとしたのですが、固定振れ止めが無いために、その自作を先にしました。

固定振れ止めが完成しましたので、早速スピンドル手回しハンドルの自作に取り掛かりました。
ダイスで雄ネジを立てる時、軸とダイスの面を鉛直にするのに苦労します。
また、ブレ無くダイスを廻すのにまた苦労します。
チャックで工作物を銜えて、ダイスホルダーを芯押し台にセットすれば、上記の作業が簡単になります。
そこで、スピンドル手回しハンドルを自作しようとしたのですが、固定振れ止めが無いために、その自作を先にしました。
固定振れ止めが完成しましたので、早速スピンドル手回しハンドルの自作に取り掛かりました。

外径38mm用のダイスホルダーです。
切り子溜り部から、外部に通じる斜め穴を明けております。
外径38mm用のダイスホルダーです。
切り子溜り部から、外部に通じる斜め穴を明けております。
エンドミルでは大きな面を一気に削ることが出来ない為、フライカッタを造りました。

エンドミルでは大きな面を一気に削ることが出来ない為、フライカッタを造りました。

12mmの穴を25mmの穴に広げる必要があり、小径フライカッタを造りました。
シャンク径は12mm、カッタはM4の折れタップを使用しました。
12mmの穴を25mmの穴に広げる必要があり、小径フライカッタを造りました。
シャンク径は12mm、カッタはM4の折れタップを使用しました。
ヤフオクでGetしたボール盤を、タップ立て盤に改造してみました。

と言っても・・・
ヤフオクでGetしたボール盤を、タップ立て盤に改造してみました。
と言っても・・・

ヤフオクに折れた超硬ドリル(シャンクは約3.17mmが約100本)が出ていたのでGetしました。
この超硬ドリルは非常に硬く、先日購入した未研バイトにもケガくことが出来る程です。
これを早速、グラインダーにて研磨して差込バイトを造ってみました。
ヤフオクに折れた超硬ドリル(シャンクは約3.17mmが約100本)が出ていたのでGetしました。
この超硬ドリルは非常に硬く、先日購入した未研バイトにもケガくことが出来る程です。
これを早速、グラインダーにて研磨して差込バイトを造ってみました。
差込バイトをいろいろテストしていますが、刃高がマチマチなため、敷板不要なバイトホルダーを造ってみました。
参考にしたサイトはこちらです。

差込バイトをいろいろテストしていますが、刃高がマチマチなため、敷板不要なバイトホルダーを造ってみました。
参考にしたサイトはこちらです。
両センター削りの必要性から回し金を造りました。

材料は10mmの角棒です。
両センター削りの必要性から回し金を造りました。
材料は10mmの角棒です。
穴径を広げる加工のために、据えぐり時に使用する中ぐり棒を造りました。

棒本体の加工はこちらをご覧下さい。
穴径を広げる加工のために、据えぐり時に使用する中ぐり棒を造りました。
棒本体の加工はこちらをご覧下さい。
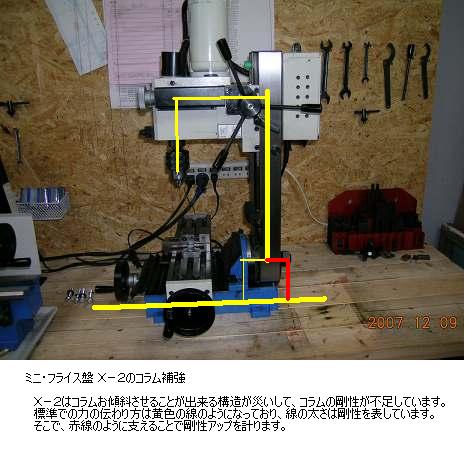
X-2はコラムお傾斜させることが出来る構造が災いして、コラムの剛性が不足しています。
標準での力の伝わり方は黄色の線のようになっており、線の太さは剛性を表しています。
そこで、赤線のように支えることで剛性アップを計ります。
補強の方法については、A-MiniMachine-toolさんのサイトを参考にさせて頂きました。
X-2はコラムお傾斜させることが出来る構造が災いして、コラムの剛性が不足しています。
標準での力の伝わり方は黄色の線のようになっており、線の太さは剛性を表しています。
そこで、赤線のように支えることで剛性アップを計ります。
補強の方法については、A-MiniMachine-toolさんのサイトを参考にさせて頂きました。
フライス盤コラムの剛性を上げ、調子に乗ってフライカッタでガンガン削っていたらやってしまいました。
何時か、何処かのプラスチックギアがやられるとは予想していましたが、ヤッパリという感じです。
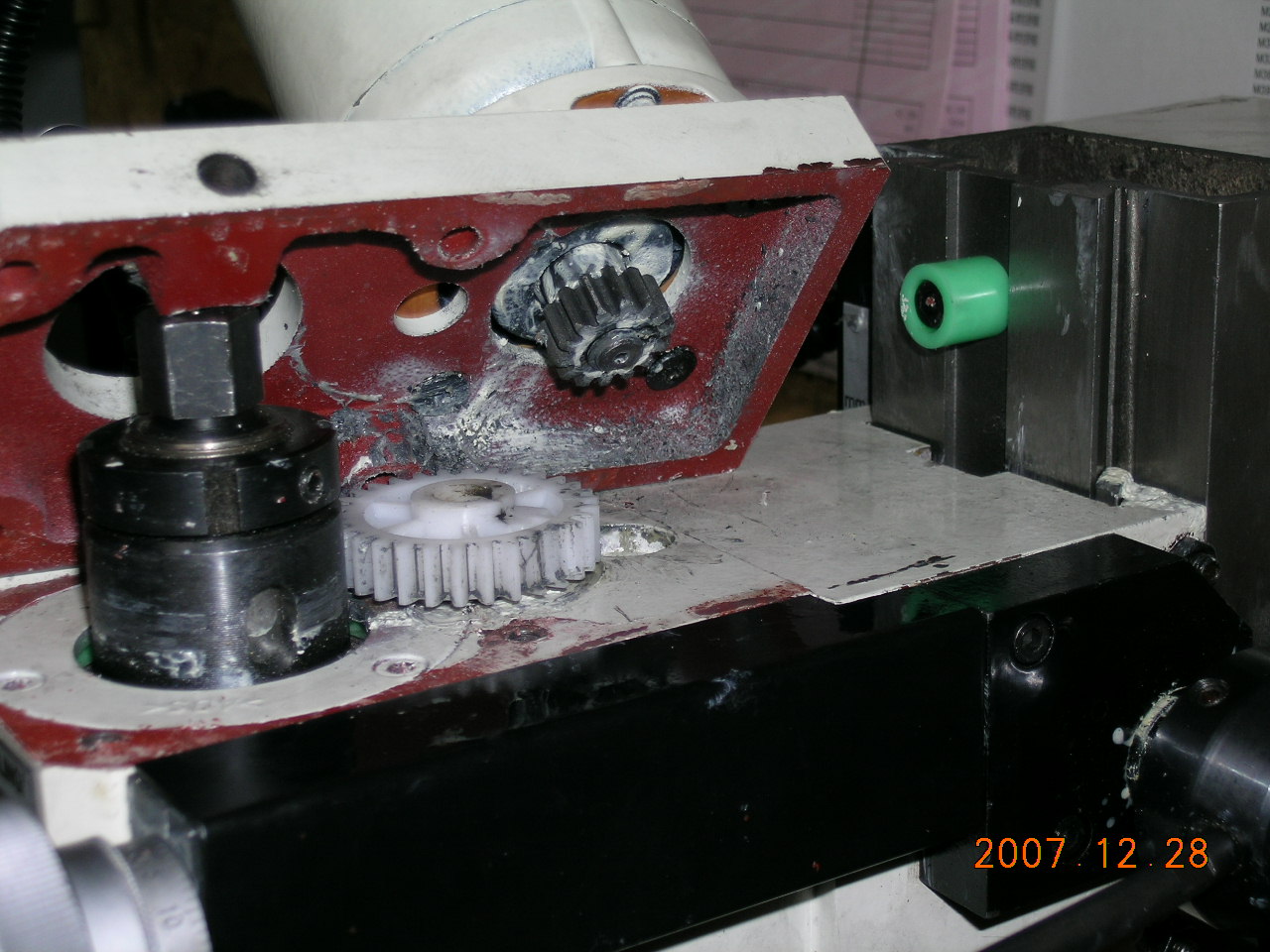
歯車伝導はコンパクトで格好も良いのですが、耐衝撃性に問題があります。
フライカッタで削っていますと、一回転毎に力がガツンと掛かります。
こんな時にはルーズなベルト駆動の方がBetterです。
フライス盤コラムの剛性を上げ、調子に乗ってフライカッタでガンガン削っていたらやってしまいました。
何時か、何処かのプラスチックギアがやられるとは予想していましたが、ヤッパリという感じです。
歯車伝導はコンパクトで格好も良いのですが、耐衝撃性に問題があります。
フライカッタで削っていますと、一回転毎に力がガツンと掛かります。
こんな時にはルーズなベルト駆動の方がBetterです。
ギアにキー溝を加工しなければならなくなったので、急遽キー溝バイトを造ることになりました。

ギアにキー溝を加工しなければならなくなったので、急遽キー溝バイトを造ることになりました。
ベッドに降りかかる切り子を防ぐための切り子ガードを造ってみました。
切り子はベッドを磨耗させたり、縦送りギアに入り込みロックさせたり中々厄介なものです。
黄色の線の部分をカバーしただけでも大分防げるはず。
完成形はこちらになります。

ベッドに降りかかる切り子を防ぐための切り子ガードを造ってみました。
切り子はベッドを磨耗させたり、縦送りギアに入り込みロックさせたり中々厄介なものです。
黄色の線の部分をカバーしただけでも大分防げるはず。
完成形はこちらになります。
50φ程度の穴加工する為に大きめの中ぐり棒を造りました。

バイトは刃の欠けたエンドリルを使用。
加工幅を大きくする為にバイトを斜めから差込するようにしました。
小さい方は12~25φまでの加工用です。
50φ程度の穴加工する為に大きめの中ぐり棒を造りました。
バイトは刃の欠けたエンドリルを使用。
加工幅を大きくする為にバイトを斜めから差込するようにしました。
小さい方は12~25φまでの加工用です。
薄物の据えぐり加工用としてバーチカルテーブル(垂直)を造りました。
複式刃物台取り付け部に直接取り付けるものです。
角棒と鉄板を結合させただけのものです。
薄物の据えぐり加工用としてバーチカルテーブル(垂直)を造りました。
複式刃物台取り付け部に直接取り付けるものです。
角棒と鉄板を結合させただけのものです。
刃物台にバイトをセットして加工する分には解からないのですが、据えぐりをやると弱点が露見します。
それは、ワークに上向きの力が作用するとサドルがガタが生じ、浮き上がることです。

刃物台にバイトをセットして加工する分には解からないのですが、据えぐりをやると弱点が露見します。
それは、ワークに上向きの力が作用するとサドルがガタが生じ、浮き上がることです。
ベルトドライブ化に伴いプーリーの削り出しをします。
まずはドリブンプーリーの削り出しです。
素材はアルミ丸棒(A5056)、85φです。
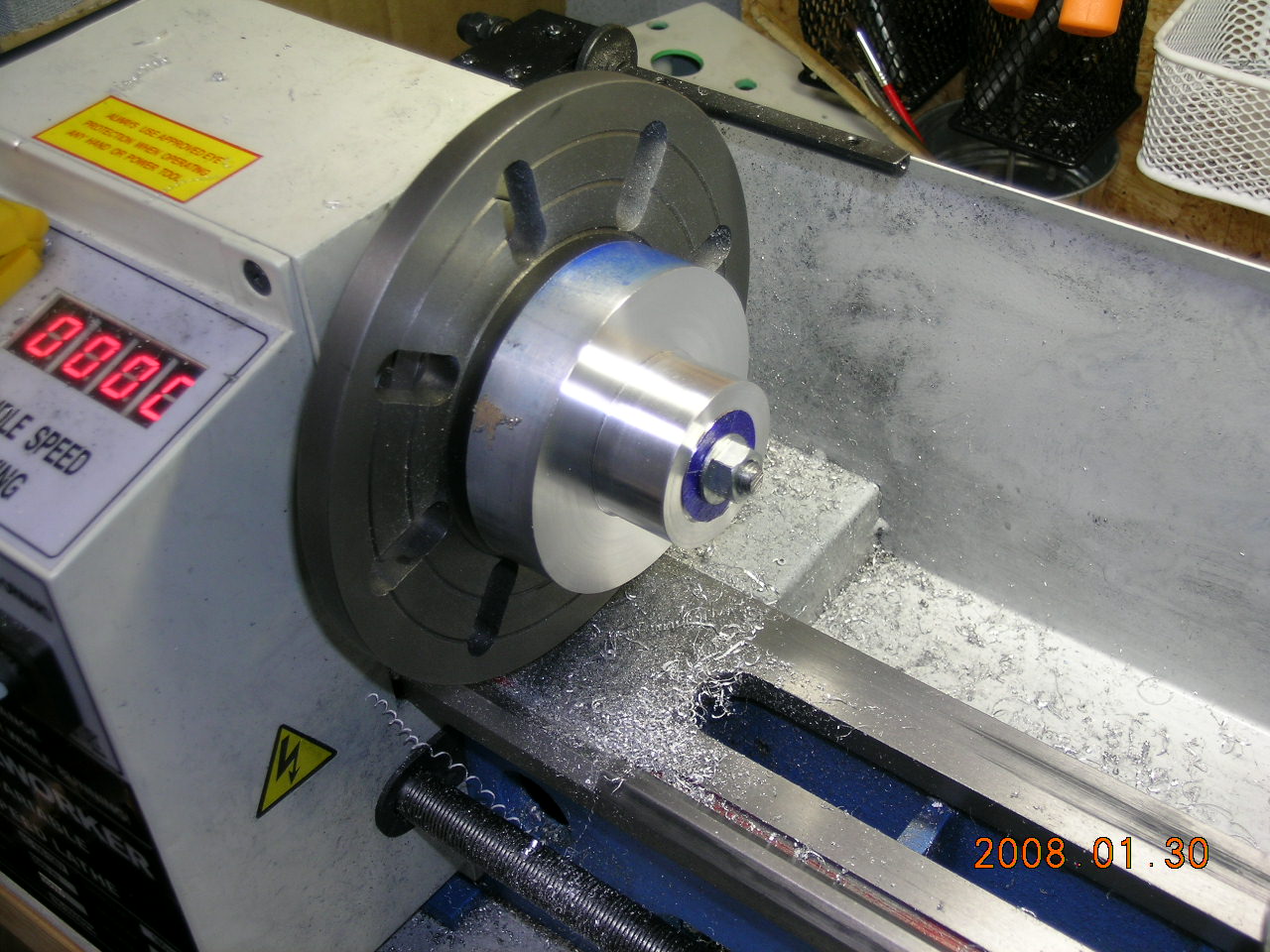
チャックでは掴めないため、面板に押さえ棒で固定します。
ベルトドライブ化に伴いプーリーの削り出しをします。
まずはドリブンプーリーの削り出しです。
素材はアルミ丸棒(A5056)、85φです。
チャックでは掴めないため、面板に押さえ棒で固定します。
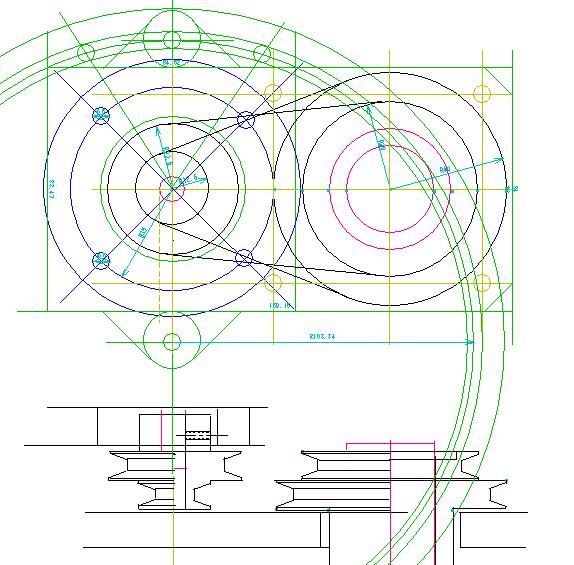
このような理由からベルト・ドライブ化を図ることにしました。
こんなレイアウトになります。
このような理由からベルト・ドライブ化を図ることにしました。
こんなレイアウトになります。
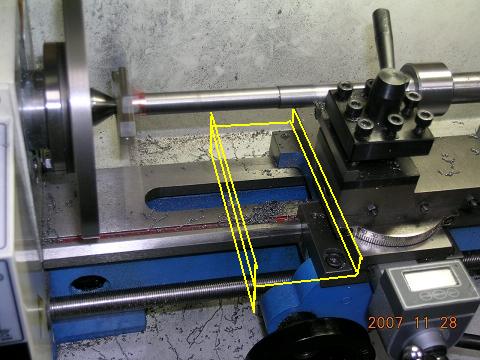
ミニ旋盤の弱点というかコスト削減の煽りか、テールストックの固定方法がいとも簡単です。
ベース部のナットを締めこむだけなのです。
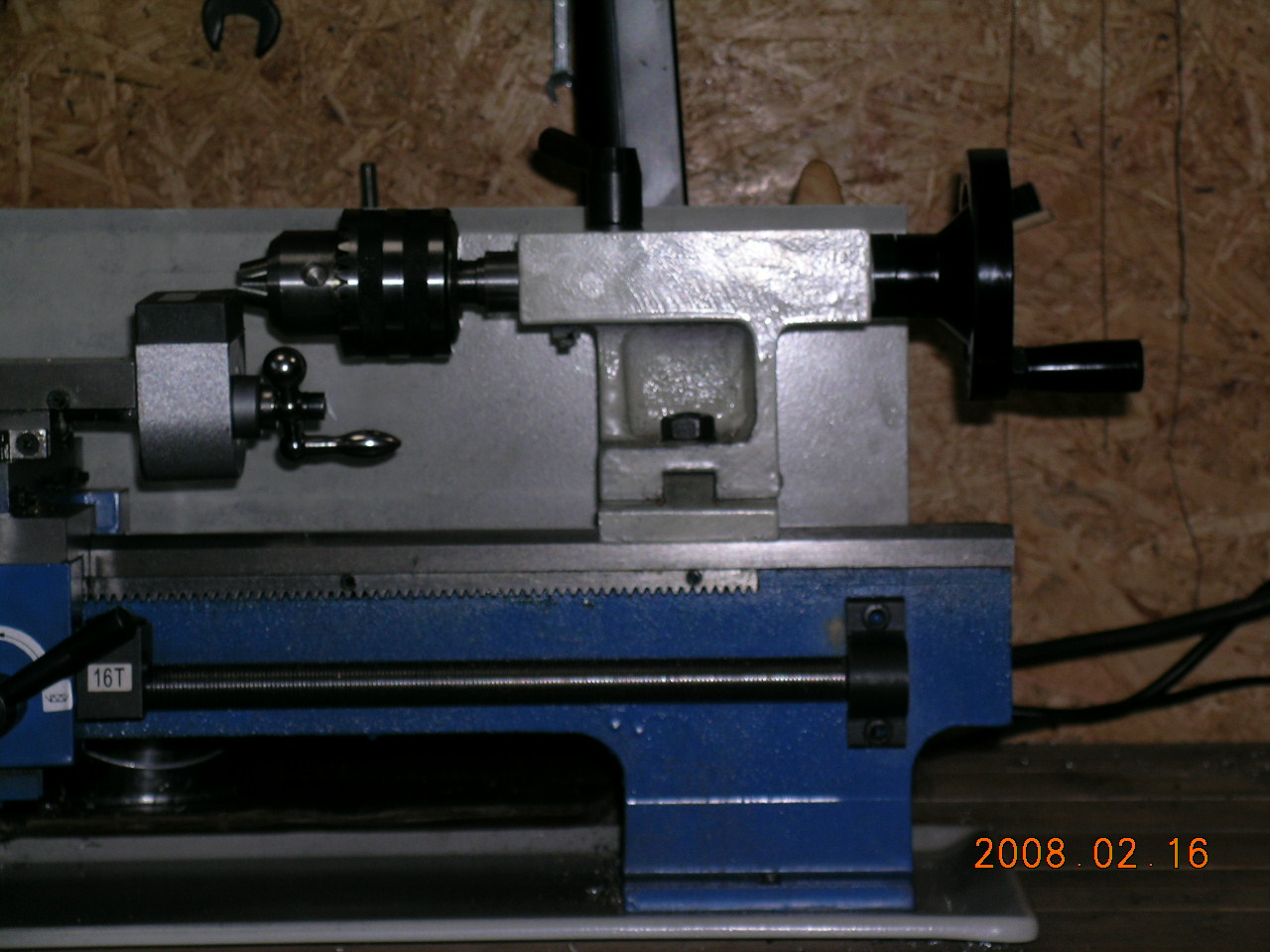
センタードリルで揉み、ドリルで穴あけしようとする時は二度も締めたり、緩めたりしなければなりません。
往復台が近くにある時などは、スパナの操作がとても煩わしいものとなります。
ミニ旋盤の弱点というかコスト削減の煽りか、テールストックの固定方法がいとも簡単です。
ベース部のナットを締めこむだけなのです。
センタードリルで揉み、ドリルで穴あけしようとする時は二度も締めたり、緩めたりしなければなりません。
往復台が近くにある時などは、スパナの操作がとても煩わしいものとなります。
サドルのガタ防止をしようと思いベッドからサドルをはずしたら、またまた別の問題箇所を発見。
何とベッドとの接触面は黄色い楕円で囲った範囲だけなのです。

一応摺り合わせはされてあるようなのですが、黄色の楕円内以外はフライス痕がきっちりと残っています。
油溜りには良いのかも知れませんが、ベッドに対しては良い環境とは言えません。
そこで摺り合わせをすることにしました。
サドルのガタ防止をしようと思いベッドからサドルをはずしたら、またまた別の問題箇所を発見。
何とベッドとの接触面は黄色い楕円で囲った範囲だけなのです。
一応摺り合わせはされてあるようなのですが、黄色の楕円内以外はフライス痕がきっちりと残っています。
油溜りには良いのかも知れませんが、ベッドに対しては良い環境とは言えません。
そこで摺り合わせをすることにしました。
据え繰り作業に備えてボーリングテーブルを作製しました。
加工能力を最大限とし、剛性を確保する為にT溝と取付け溝が直交する構造にしています。

ここまで来るのに、かなりの紆余曲折がありました。。
外径削りをしてる時にサドルを所定の位置で止めたい時があります。
そんな時に便利なのがサドルストッパーです。
さらに、その位置から少しずらした所まで段削りしたい時などもあります。
そこで造ったのが微調整機能付きサドルストッパーです。

